




 30+年行业经验
30+年行业经验
 40+项专利技术
40+项专利技术
 120+合作企业
120+合作企业




垃圾发电厂利用垃圾燃烧热量进行发电,新鲜垃圾运送至垃圾发电厂储存池后需堆积发酵若干天,降低垃圾含水率,提高垃圾焚烧发电效率,堆酵渗滤出的废水收集后即为发电厂堆酵渗滤液。
水质特点:
e乐彩线路登录★水量较大。由垃圾发电系统规模和产线数量确定,每天100至数百立方;
★处理费用低COD、氨氮浓度高。COD约30000-80000mg/L,氨氮约1000-10000mg/L。
e乐彩线路登录★油脂含量高。油脂含量几千甚至上万毫克每升(与垃圾分类和地域生活习惯有关)。
出水水质标准:
①废水处理后回用于发电厂冷却循环水补水,实现废水零排放目标。
②处理后出水执行《城市污水再生利用工业用水水质》(GB/T19923-2005),用于敞开式循环冷却水水质标准。




采用“原水+高效预处理+高效厌氧+生化+高级氧化深度处理+回用系统(UF+RO)”组合创新工艺
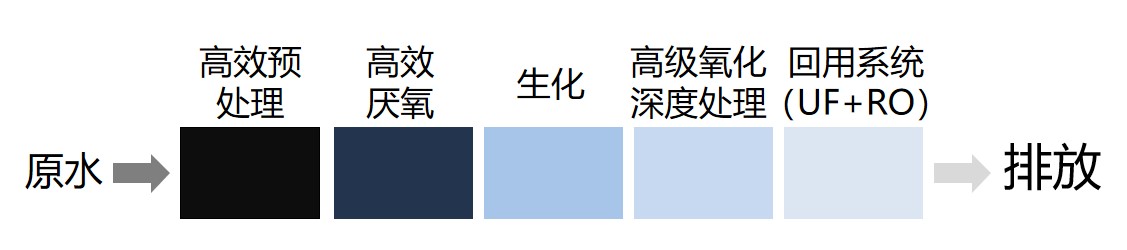
e乐彩线路登录①厌氧生化前进行高效预处理,去除30%以上COD,去除浮油及消耗酸化产生的酸,降低后端厌氧及生化系统负荷。
e乐彩线路登录②采用高级氧化深度处理,将生化出水直接处理至达到排放标准(COD<100mg/L),可大大减轻膜系统污染程度和清洗强度,降低膜运行费用,延长膜使用寿命。
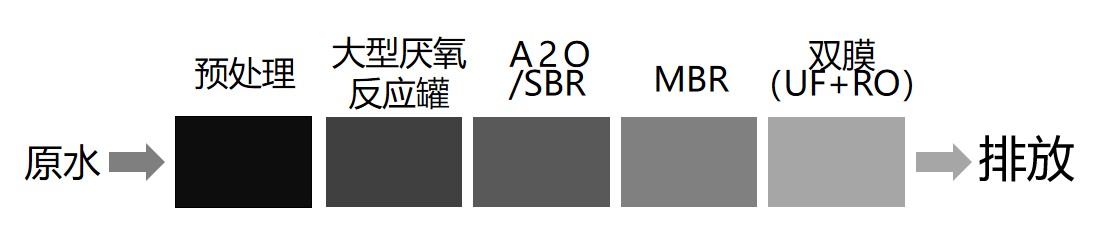
e乐彩线路登录预处理简单,生化效果效率较低,设备占地面积大,厌氧停留时间15天以上甚至更长。生化系统出水处理深度低,MBR出水COD约300-500mg/L。
膜系统回收率低,初期浓液产率约20-30%,长时间运行膜污堵,导致产生率急剧下降,回用水回收率低于60%。
设备投资高,常规卷式耐污染膜极易瘫痪,需采用造价更高的DTRO,系统总投资约10-12万元/吨水天。
e乐彩线路登录浓液有机物浓度高,直接用作脱硫脱硝石灰制浆带来负面影响。






























 三十多年专业从事高难度废水治理的高科技环保企业;已为数十个行业、近千家企业提供废水处理服务,排放稳定达标
三十多年专业从事高难度废水治理的高科技环保企业;已为数十个行业、近千家企业提供废水处理服务,排放稳定达标
 工厂占地实际为10000㎡,率先通过ISO质量体系认证、工业废水处理三级资质、知识产权管理体系认证
工厂占地实际为10000㎡,率先通过ISO质量体系认证、工业废水处理三级资质、知识产权管理体系认证

提供免费的技术咨询 / 免费水质分析检测化验
免费进行工程小实/免费提供1对1定制方案
贴心客服7*24在线,服务及时、细致、周到

拥有专业施工团队,标准化流程和守则,确保按质保期交付

拥有独立中心实验室,三十多年专注环保新材料及污水处理新工艺的研究、应用
拥有18人的技术研发团队,开发出多项国际国内新材料和新工艺,现已获得16+项发明专利、12+项实用新型专利、
9项高薪科技产品和铁碳科技成果证书








